激光切割过程受到众多参数的影响,这些参数可分为两类,一类取决于激光器和机床的技术性能,另一类则处于变化状态。
偏振度:
偏振度用于体现激光转换的百分比情况。通常情况下,其典型值约为 90%,这一数值对于保障高质量的切割工作而言是足够的。
焦点直径:
焦点直径对切口宽度有着重要影响,可通过改变聚焦镜焦距的方式来调整焦点直径。焦点直径越小,所产生的切口也就越窄。
焦点位置:
焦点位置对于工件表面的光束直径、功率密度以及切口的形状起着决定性作用。
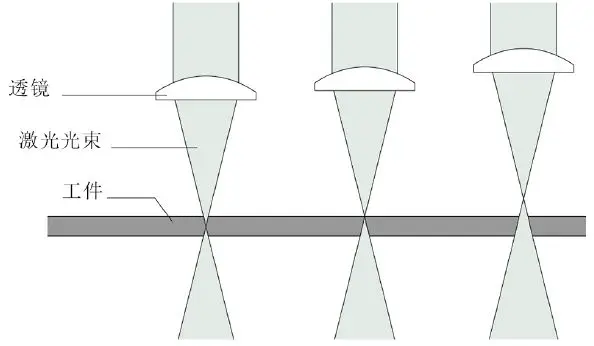
图4 焦点位置:工件内部,工件表面和工件上方
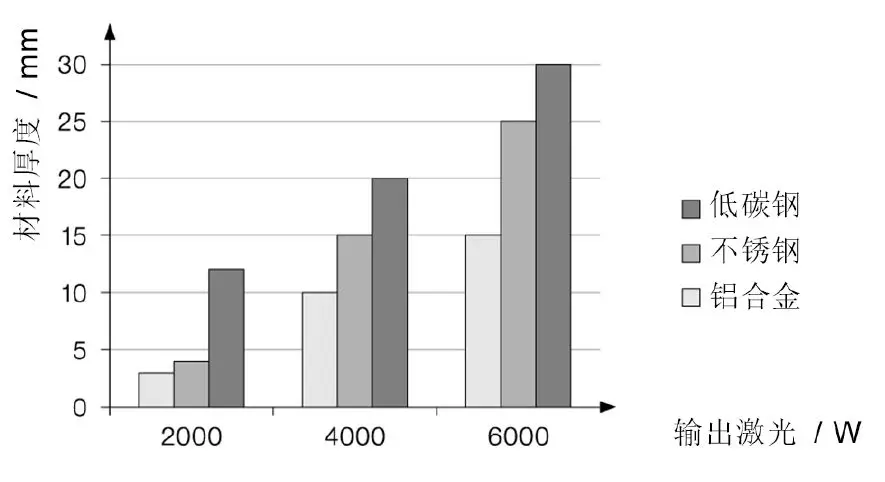
激光功率
激光功率需要与加工类型、材料的种类以及材料的厚度相互匹配。其功率值必须要足够高,只有这样,工件上的功率密度才能够超过加工阈值。
工作模式
连续模式主要应用于对毫米至厘米尺寸范围内的金属和塑料标准轮廓进行切割。若是要进行熔化穿孔或者生成精密的轮廓,则需要使用低频的脉冲激光。
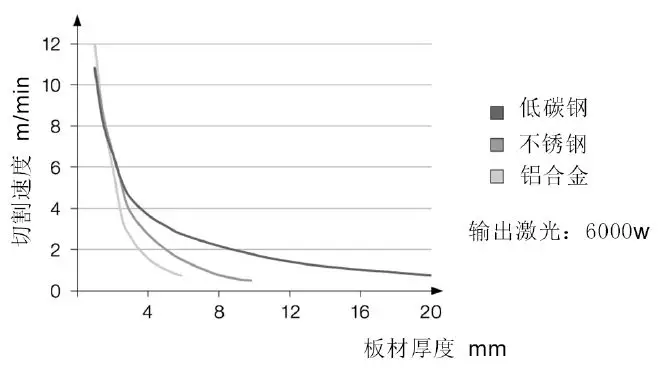
切割速度
激光功率和切割速度二者必须相互适配。切割速度过快或者过慢,都会造成粗糙度增大以及毛刺产生的情况。
喷嘴的直径对从喷嘴喷出的气体流量以及气流形状起着决定性作用。材料越厚,所需气体喷流的直径就越大,相应地,喷嘴口的直径也需要随之增大。
氧气和氮气常被用作切割气体,气体的纯度和气压会对切割效果产生影响。
在采用氧气进行火焰切割时,气体纯度需达到 99.95%。并且,钢板越厚,所采用的气体气压越低。
当使用氮气进行熔化切割时,气体纯度需要达到 99.995%(理想状态下为 99.999%),在熔化切割厚钢板时则需要更高的气压。
在激光切割技术发展的早期阶段,使用者不得不通过试运转的方式自行确定加工参数的设置。然而现在,成熟的加工参数都被存储在切割系统的控制装置当中。针对每一种材料类型和每一种材料厚度,都有与之相对应的数据。正是有了技术参数表,即使是对这种技术并不熟悉的人,也能够顺利地操作激光切割设备。
激光切割质
激光切割质量评价因素
判定激光切割边缘质量的标准众多。其中,毛刺形式、凹陷、纹路等标准可通过肉眼直接判定;而垂直度、粗糙度和切口宽度等标准则需运用专用仪器进行测量。此外,材料沉积、腐蚀、热影响区域和变形也是衡量激光切割质量的关键因素。
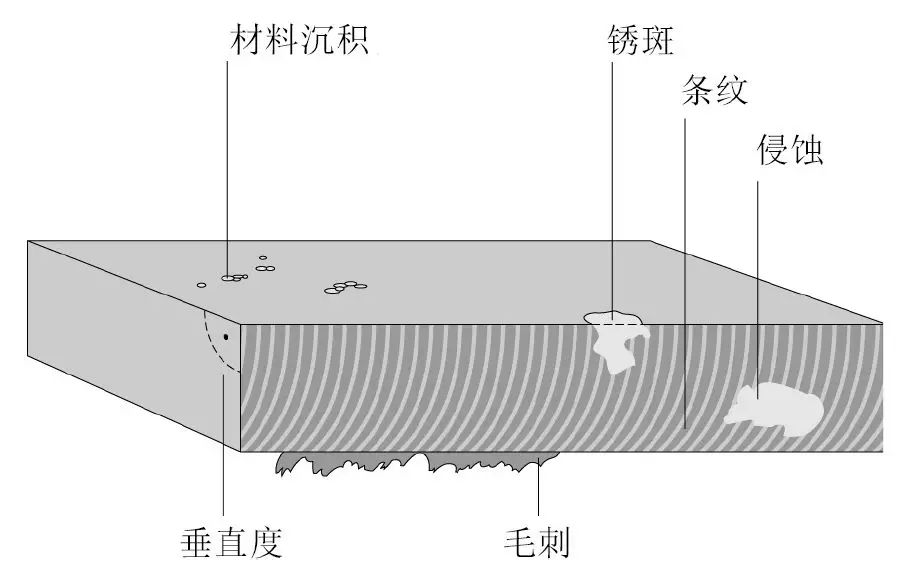
图7 好的切割,坏的切割。评价切割边缘质量的标准
广阔的前景
激光切割持续取得成功,这一成就让大多数其他加工方式都难以望其项背。并且这种成功的趋势至今仍在延续。展望未来,激光切割的应用前景必将愈发广阔。
联系我们
第一时间了解我们的新产品发布和最新的资讯文章。 济南春博激光科技有限公司是一家专业从事激光加工设备研发、生产和销售的高新技术企业。公司总部位于中国山东济南,拥有一支技术实力雄厚、专业素质高的研发团队,致力于为客户提供高品质的激光加工设备及解决方案。... 您有什么问题或要求吗?
点击下面,我们很乐意提供帮助。 联系我们