1960 年 5 月 16 日,美国物理学家梅曼,正值青春年华,成功研制出人类历史上首台激光器 —— 红宝石激光器。该激光器能够产生频率单一、方向高度集中的光,也就是激光。激光诞生于 20 世纪,作为一项重大发明,与原子能、计算机、半导体技术并肩,因其独特性质,被誉为 “最快的刀”“最准的尺”“最亮的光”,也被称作 “奇异的激光” 。从那时起,激光作为先进加工技术,发展势头迅猛,在各个领域都得到了广泛应用。
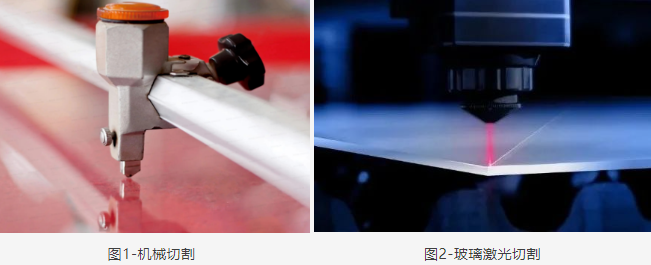
特别是在玻璃切割这一行业领域,传统的玻璃机械切割技术渐渐难以契合生产对高效率、高质量以及异形加工的需求。与之形成鲜明对比的是,具备高亮度、高方向性、高单色性与高相干性特点的激光,愈发受到众多厂家的偏爱。
玻璃材料的特性
物理特性:玻璃的物理特性极为独特,这是它得以与其他材料区分开来的关键之处。第一,玻璃属于非晶态固体,这表明其原子排列毫无规律,并不拥有传统晶体材料所具备的长程有序的原子结构。第二,由于未受晶体结构的束缚,玻璃拥有极高的抗拉强度与抗压强度,同时具备很强的抗腐蚀能力和耐高温性能。然而,正是因为玻璃为非晶态固体,致使它并非处于理想的能量状态,容易出现变形、断裂的情况。
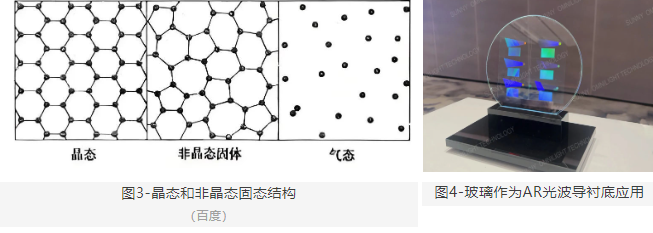
光学特性:玻璃材料的光学特性具体体现为具备高透过率、低反射率、低吸收率、低色散度以及极高的光学折射率与均匀性。这些出色的特性在制造精密光学器件方面意义重大,也是玻璃能够成为优质半导体材料的关键因素,像在 AR 行业中,它就能够充当光波导的基底材料。
激光的基本参数
基本参数 | 含义 |
脉冲宽度 | 简称“脉宽”,指单个脉冲的持续时间,单位有:微秒(us)、纳秒(ns)、皮秒(ps)、飞秒(fs)等,一般指峰值高度一半时的透射峰宽度 |
重复频率 | 指1秒内重复发出的脉冲个数,单位是赫兹(Hz) |
单脉冲能量 | 指单个脉冲携带的激光能量,单位是焦耳(J) |
峰值功率 | 指单个脉冲所能达到的最高功率,单位是瓦特(W) |
平均功率 | 指单位时间内输出的激光能量,是脉冲能量和重复频率的乘积,单位是瓦特(W) |
光束质量 (M2) | 又称光束的衍射倍率因子或质量因子,它是实际光束的束腰宽度和远场发散角的乘积与理想光束(基模高斯光束)的束腰宽度和远场发散角的乘积之比。M2值的大小反映了激光束的空间尺寸、聚焦能力和光学质量。当M2值越小时,表示激光束的质量越好,聚焦能力越强,光束越集中,M2的理想值为1 |
激光光源(激光器)的种类
激光器作为激光设备的核心部件,是加工光束产生的源头,主要由工作物质、激励能源和光学谐振腔三个部分组成。
其中工作物质是激光器的核心,只有能实现能级跃迁的物质才能作为激光器的工作物质。工作物质决定了激光器能够辐射的激光波长,它需要具备实现粒子数反转的能力,才能让受激辐射得以发生。
激励能源也称为泵浦源,其作用是给工作物质以能量,即将原子从低能级激发到高能级的外界能量。能源类型有光能源、热能源、电能源、化学能源等。
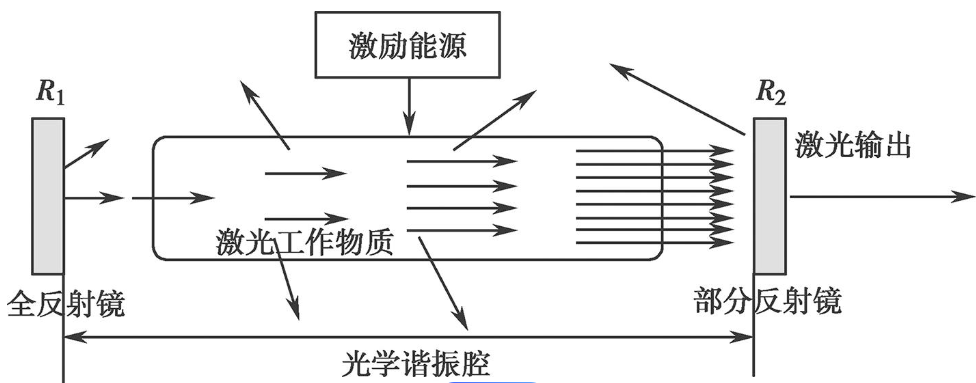
图5-光学谐振腔作用原理
光学谐振腔一般由两块相互平行的反射镜构成。其中一块反射镜的反射率近乎百分百,另一块则是部分反射。如此一来,光子得以在腔内来回振荡,持续引发受激辐射,最终实现激光输出。它主要发挥着三个关键作用:保障工作物质的受激辐射持续不断地进行;为光子持续赋予加速动力;对激光输出的方向予以限制 。
根据工作物质的物态,激光器的种类大体可分为:
激光器种类 | 工作物质 |
固体激光器 | 金属离子掺杂晶体(Nd:YAG、Nd:YVO4) |
气体激光器 | 氦氖、二氧化碳、氮气、KrF、XeF等 |
液体激光器 | 有机荧光染料溶液、含稀土金属离子的无机化合物溶液 |
半导体激光器 | 砷化镓(GaAs)、硫化镉(CdS)、磷化铟(InP)等 |
自由电子激光器 | 在空间周期变化磁场中高速运动的定向自由电子束 |
就作业效果而言,使用相同波长相同功率的激光器,其脉宽越窄,峰值功率越高,加工效果就会越精细。激光器的能量换算遵循以下公式:
公式:峰值功率(MW)= 脉冲能量(E)÷脉冲宽度(s)
以使用相同功率、波长为 355nm 的激光器对 0.1mm 厚的不锈钢薄片进行钻孔为例。左图展示的是脉宽 3.3ns 激光器的作业成果,右图呈现的则是脉宽 200fs 激光器的作业成果。经对比可知,飞秒激光器在钻孔作业中的表现明显优于纳秒激光器。采用飞秒激光器钻出的孔,边界更为清晰,热影响范围更小,且几乎不存在熔渣。
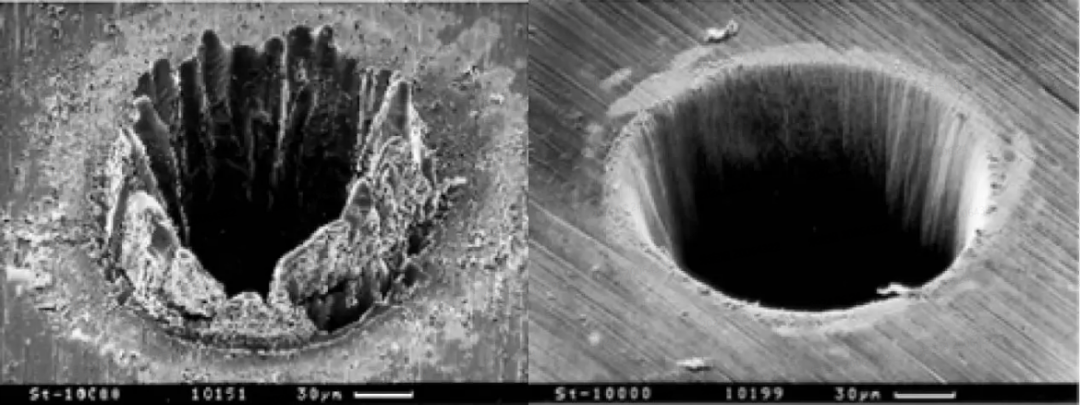
图6-纳秒激光钻孔&飞秒激光钻孔
玻璃激光切割技术的原理
大体上可以分为熔融切割法和裂纹控制法。
熔融切割法:利用玻璃的延展性和塑性,通过使用高能量的激光束照射到玻璃表面(一般为CO2激光束),利用高温使玻璃融断,同时气流吹走熔融的玻璃碎屑,产生一道沟槽,并利用辅助的机械装置沿着沟槽把玻璃掰断,实现玻璃的切割分离。
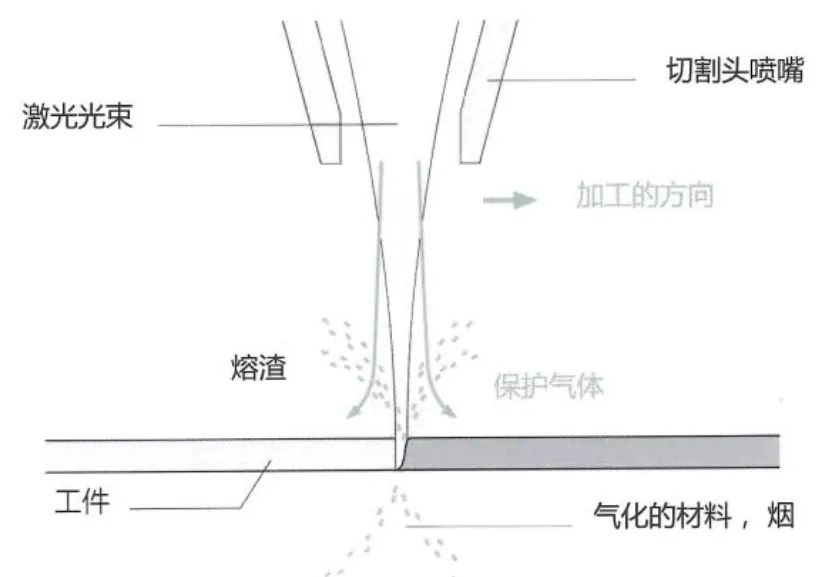
图7-熔融法切割原理
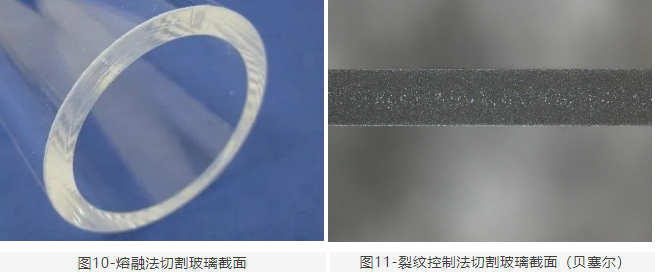
截面粗糙度是经由熔融切割法和裂纹控制法切割所得玻璃产品的主要区别之一。运用熔融切割法切割出的玻璃产品,其截面呈现出琉璃状,整体展现为亮面,粗糙度数值是小于 100nm 的;而通过裂纹控制法,采用贝塞尔激光束切割而成的玻璃产品,由于截面改性更为彻底,其粗糙度值大于 200nm,整体呈现出磨砂面的状态。
玻璃激光切割技术的优势
项目 | 激光切割 | 传统切割 |
加工 速度 | 快,不受材料硬度影响 | 慢,受材料硬度影响 |
加工 精度 | 高,聚焦后的光束非常细 | 中等,工具磨损会影响精度 |
加工 方式 | 非接触式加工,无机械应力 | 接触式加工,会产生机械应力 |
边缘 质量 | 边缘平滑、无裂纹、且崩边尺寸可控 | 粗糙、存在微裂纹,需要后续研磨 |
残余 应力 | 较小,切割边缘强度高 | 较大,可能导致边缘易碎裂 |
异形 切割 | 支持,可精确切割复杂异形 | 有限,仅支持大R角的曲线 |
加工 效率 | 高,自动化程度非常高 | 中等,多为半自动机台 |
技术展望
随着消费者对高精密玻璃产品的需求在市场中持续攀升,特别是在 AR 智能眼镜这类新兴的消费电子领域,激光切割技术以其无可比拟的高精度和出色的再现性,成为契合这些需求的绝佳方案。
联系我们
第一时间了解我们的新产品发布和最新的资讯文章。 济南春博激光科技有限公司是一家专业从事激光加工设备研发、生产和销售的高新技术企业。公司总部位于中国山东济南,拥有一支技术实力雄厚、专业素质高的研发团队,致力于为客户提供高品质的激光加工设备及解决方案。... 您有什么问题或要求吗?
点击下面,我们很乐意提供帮助。 联系我们