众所周知,飞秒激光器几乎可以切割任何材料,它们应用于显示、半导体以及其他电子元件或定制件的加工制造。事实上,飞秒激光微加工更精确,可以最大限度地减少对物质的热影响,从而生产出更高质量的工件。Amplitude团队多年来致力于飞秒激光器的一个应用:玻璃加工。
飞秒激光器如何改进玻璃切割?
玻璃最为突出的特性便是其硬脆性,这一特性使得玻璃加工困难重重,面临诸多严峻挑战。就拿传统的机械玻璃切割技术来说,像采用金刚石砂轮切割、喷砂工艺切割,又或是运用水射流工艺切割,它们都存在明显缺陷:切割精准度欠佳,切割后玻璃的边缘毫无规则可言,并且在切割操作期间,玻璃边缘会残留既大又不对称的应力,如此一来,经这些方式加工过的玻璃边缘,就极易出现微裂纹,还会产生灰尘以及碎屑等问题。在众多实际应用场景下,碎屑以及由局部应力引发的微小裂痕,极有可能致使器件无法正常使用,出现失效状况,所以后续必须专门针对玻璃边缘展开打磨与抛光处理,以此强化边缘质量,使其达到能够被接纳使用的程度。不仅如此,在采用机械刀轮进行加工时,往往还得借助一些辅助剂来助力切割流程,而这些辅助剂很可能会附着在成品玻璃的边缘,后续就需要采取用水清洗或者超声波清洗等手段来清除。繁琐的后续处理工序,再加上成品率不高的情况,最终都会导致成品玻璃制品的生产成本大幅攀升。
此外,当单片玻璃减薄到微米级别时(UTG玻璃),这些传统的机械切割方式将不再适用。超快激光的独特优势使加工这些硬脆且超薄的玻璃材料成为可能,采用适当参数的飞秒激光器可以在一次通过非常有限的边缘情况下进行有效切割[1]。即使对于厚玻璃也是如此,飞秒激光提供了其他玻璃切割技术的替代方案。

飞秒激光玻璃切割:它是如何工作的?
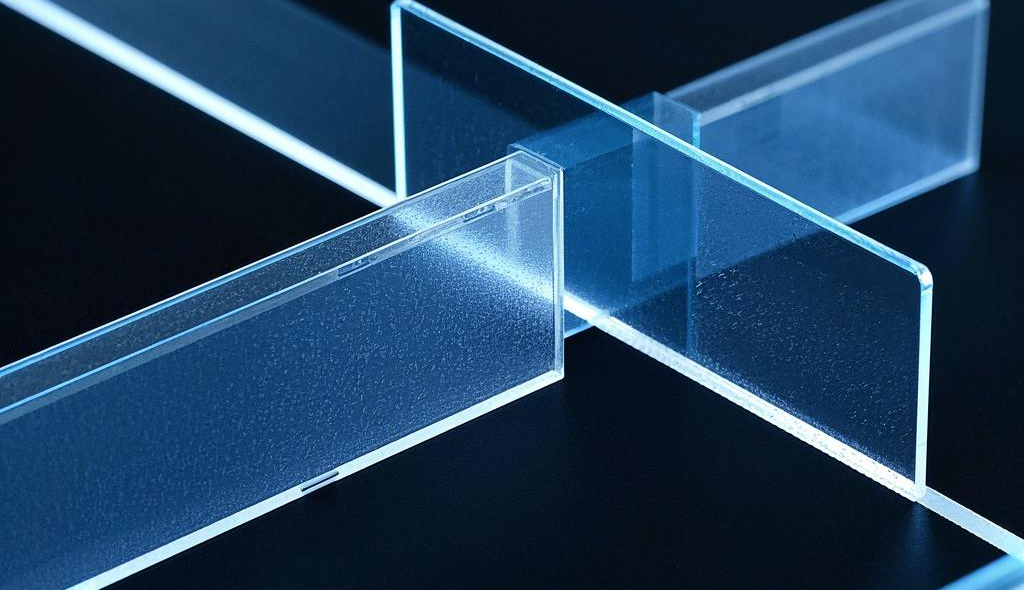
这种工艺展现出极为广泛的适用性,薄至小于 200μm 的超薄玻璃、厚达 2mm 以上的厚玻璃,乃至多层玻璃,以及各类易于分离的脆性透明材料,都能借助该工艺实现精准切割。经其加工后的玻璃成品,品质出众,表面粗糙度极低,能够控制在 1μm 以内,并且切割面干净整洁,毫无碎屑与崩边现象。
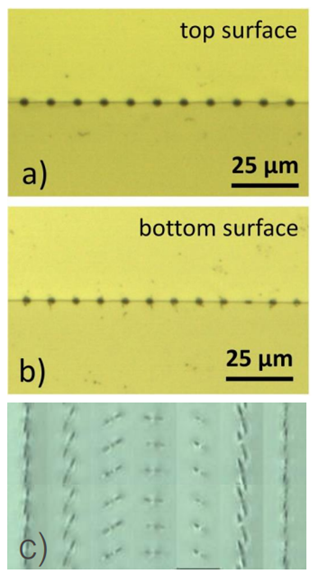
图3利用可以精确控制方向的表面扩展裂纹进行直线和圆角切割
( 参考文献 [2] )
在这一加工过程里,有一个极为关键的特性:玻璃吸收飞秒激光能量后,所产生的扩展裂纹尺寸会大幅超出实际激光冲击点。正是凭借这一特性,加工时长得以显著缩短,激光功率的利用效率也获得了极大提升。
就拿厚度小于 1mm 的纳钙玻璃这类特定种类与厚度区间的玻璃来说,运用亚皮秒或飞秒脉冲能够催生出更长的扩展裂纹,进而让加工变得更加高效。
在对薄玻璃进行切割时,仅仅依靠 10W 的激光功率,就能达成颇为可观的切割速度。沿直线切割时,速度可超过约 1m/s;切割弯曲部件时,速度也能超 100mm/s。而针对超薄玻璃的切割,所投入的能量只要不高于 40μJ,就能收获崩边小于 1μm 的高质量切割边缘。
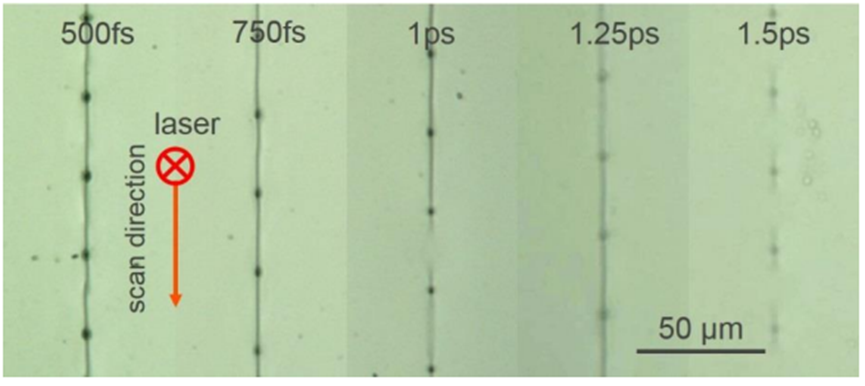
图4使用不同脉宽切割1mm厚纳钙玻璃的效率(Burst能量为160uJ)
( 参考文献 [3] )
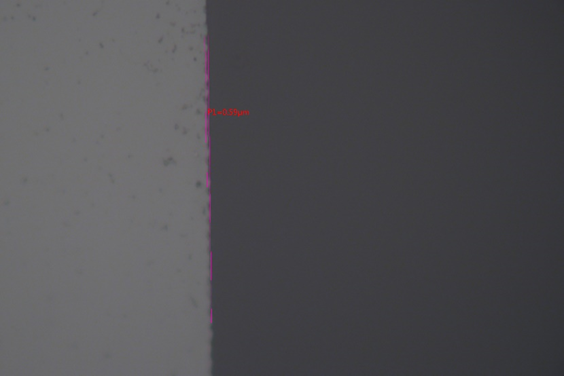
图5使用最佳参数条件切割超薄石英玻璃获得<1um崩边
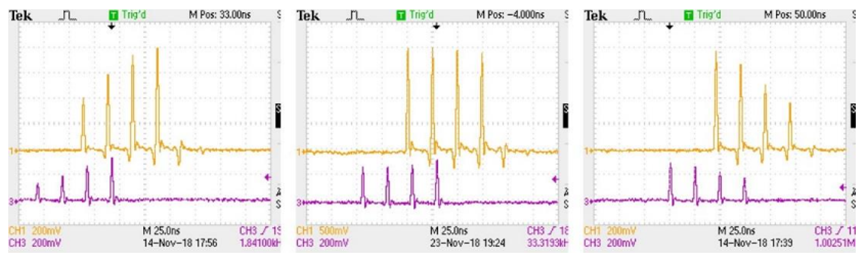
图6Amplitude激光器的Femtoburst™️ 功能可以对飞秒激光脉冲串模式中不同的子脉冲能量分布进行编程操作 ( 参考文献 [3] )
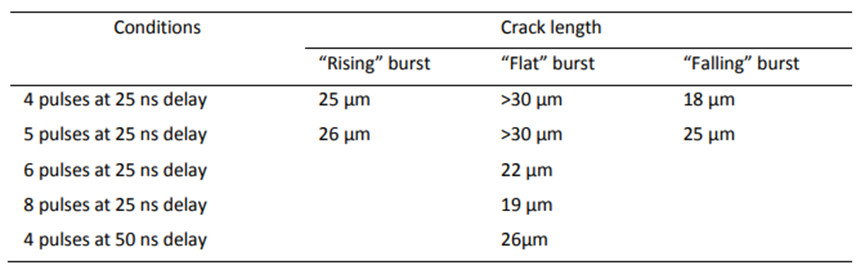
表1Burst形状对玻璃表面产生的扩展裂纹长度的影响
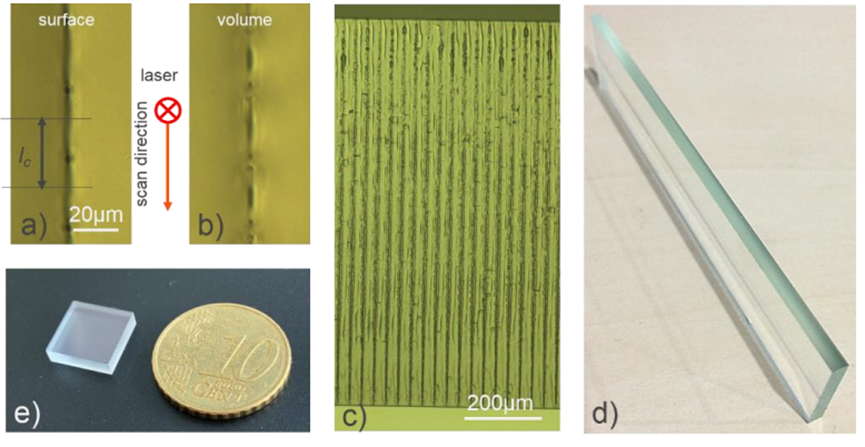
图7使用最佳参数条件切割纳钙玻璃. a-c) 切割1mm厚度的纳钙玻璃. c)裂片后的玻璃截面,每间隔30um处飞秒激光脉冲能量呈现均匀分布.d-e) 一次性切割2.8mm厚的纳钙玻璃 ( 参考文献 [3] )
飞秒激光玻璃切割适用于谁?
在此次意义非凡的研究项目里,所运用的是 Amplitude 制造的 Tangor 激光器,其特色鲜明地配备了 Femtoburst™️ 功能。得益于这一功能,用户能够依据具体的研究目的,随心所欲地对脉冲串模式下各个子脉冲的振幅实施编程操控,精准无误地调整 burst 的能量分布态势,以此为依托,针对各类材料在能量吸收环节的个性化特点展开专项且精细的定制化研究。
近些年来,玻璃通孔技术(TGV)蓬勃发展,在三维集成封装转接板、MEMS 以及 Mini LED/Micro LED 等诸多领域,运用玻璃通孔基板已然成为主流发展方向与趋势。与此同时,光通信、消费类电子、生物芯片等领域,对于高深径比的孔型也有着极为特殊且迫切的需求。
在 TGV 技术体系里,贝塞尔光束加工模组起着举足轻重的作用,堪称不可或缺。凭借这一技术手段,能够达成微米乃至亚微米级别的超高精度通孔加工,其密度更是惊人,每平方厘米可超 25 万。不过,如此高密度且高速的玻璃通孔加工,对工艺提出了严苛要求:其一,在激光加工过程中,微孔之间绝不能出现因热应力引发的微裂纹,否则会严重影响产品质量;其二,孔间距必须实施精密调控,以确保加工精度。
Amplitude 公司研发的飞秒激光器在这一关键节点展现出卓越性能。一方面,它具备极窄的脉宽,能够有效控制微裂纹的产生,脉宽可精准控制在小于 350fs 的范围内;另一方面,它创新性地提供了一种堪称优异的解决方案,旨在对触发脉冲在材料上的落点位置精度实现精准把控。这一技术依托 Amplitude 技术团队精心开发的 FemtoTrig® 功能,通过与振荡器时钟(频率 fosc 为 40Mhz,抖动 jitter 为 25ns)精准同步,不仅能在高速加工状态下(速度达 100m/s)获得极高的加工位置精度,将位置误差控制在 2.5um 以内,而且还能始终维持恒定的单脉冲能量,能量波动极小,其均方根(RMS)小于 1%,为高速脉冲加工提供了坚实可靠的技术支撑,完美适配当下严苛的加工需求。
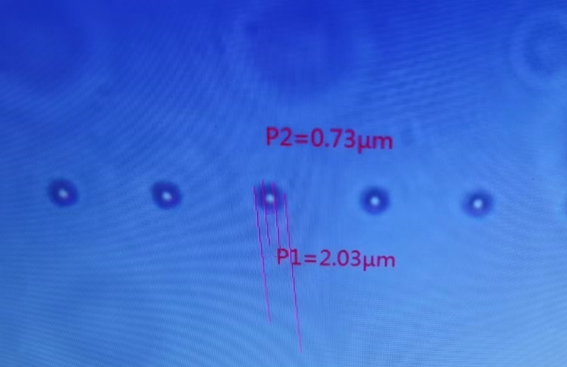
图8使用SatsumaHP2.激光器制作的超高深径比TGV(>200:1)
联系我们
第一时间了解我们的新产品发布和最新的资讯文章。 济南春博激光科技有限公司是一家专业从事激光加工设备研发、生产和销售的高新技术企业。公司总部位于中国山东济南,拥有一支技术实力雄厚、专业素质高的研发团队,致力于为客户提供高品质的激光加工设备及解决方案。... 您有什么问题或要求吗?
点击下面,我们很乐意提供帮助。 联系我们